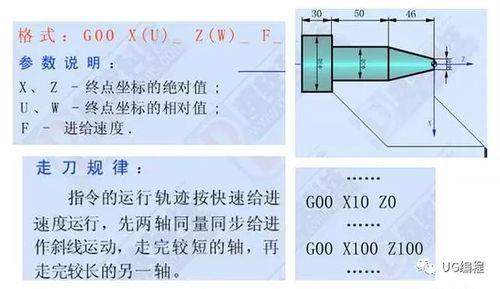
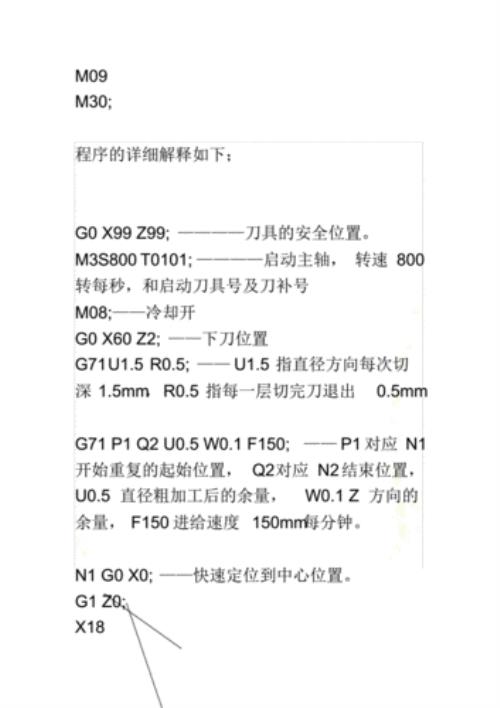
G71圆柱(锥)面粗车循环,只要把工件的轮廓描述出来G71就能自动循环粗车加工,但工件的轮廓必须是单一方向的增大或减小,配合G70精车循环使用,U指X轴方向精加工余量(一般为0.1mm),W指Z轴方向精加工余量(0.2mm)
g71w是什么
原创 | 2022-09-20 22:42:33 |浏览:1.6万
猜你想问
-
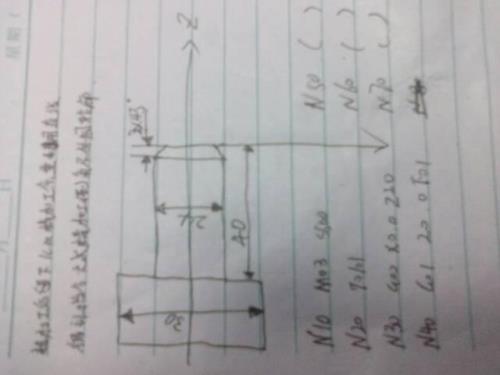
 华兴数控G71指令怎么编 比如一个毛胚直径是40的长度40的 你想加工成直径30长度为30的 就这样编辑 T0101M8 M3 S1000 G99 G4 U1 (主轴运转一秒后开始走刀) G0 x42 z2 (G代码在编...
华兴数控G71指令怎么编 比如一个毛胚直径是40的长度40的 你想加工成直径30长度为30的 就这样编辑 T0101M8 M3 S1000 G99 G4 U1 (主轴运转一秒后开始走刀) G0 x42 z2 (G代码在编... -
 g71g72循环指令编程实例 外圆/内孔粗车循环G71其指令格式为:G71 U(Δd) R(e);G71 P____ Q____ U(Δu) W(Δw) F____S____T____;Δd:车削深度,无符号。车削方向取决于方向AA΄。该参数为模态值...
g71g72循环指令编程实例 外圆/内孔粗车循环G71其指令格式为:G71 U(Δd) R(e);G71 P____ Q____ U(Δu) W(Δw) F____S____T____;Δd:车削深度,无符号。车削方向取决于方向AA΄。该参数为模态值... -
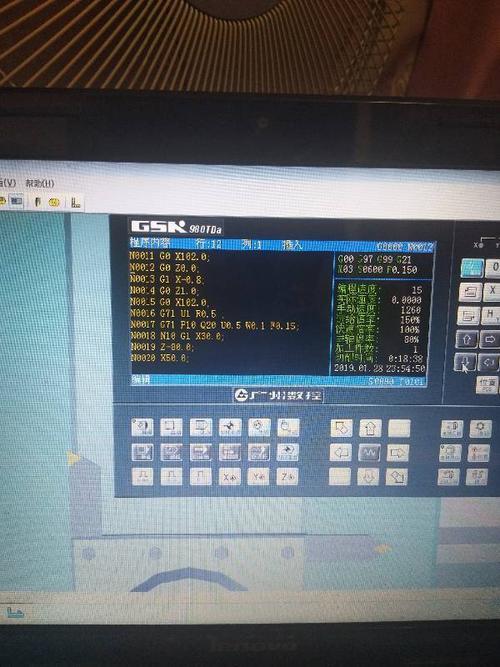
 广州数控980tdb g71代码如何用 G71指轴向粗加工循环指令G71 U_ R_;(U填切入量,R退刀量)G71 P_ Q_ U_ W_ F_;(P路径开始段号 ,Q路径结束段号,U精加工经向余量,W轴向精加工余量)例:G71 U3 R0.3; G71 P1 Q2 U0...
广州数控980tdb g71代码如何用 G71指轴向粗加工循环指令G71 U_ R_;(U填切入量,R退刀量)G71 P_ Q_ U_ W_ F_;(P路径开始段号 ,Q路径结束段号,U精加工经向余量,W轴向精加工余量)例:G71 U3 R0.3; G71 P1 Q2 U0... -
 广数928:G71命令是怎么用的 G71 X35.1 I5 K2 L6 F300这是广数928tea g71的编程方法x35.1 是第一刀起刀点的位置I5 是X轴直径的切削量K2 当然是退刀量L6是循环次数F你知道的照理说 g71上面一...
广数928:G71命令是怎么用的 G71 X35.1 I5 K2 L6 F300这是广数928tea g71的编程方法x35.1 是第一刀起刀点的位置I5 是X轴直径的切削量K2 当然是退刀量L6是循环次数F你知道的照理说 g71上面一... -
 g71mp2等于骁龙多少 猎户座7904采用了Mali-G71 MP2 GPU,大概相当于骁龙625的Adreno 506,比不上骁龙660的Adreno 512,王者荣耀可以玩,吃鸡只能低画质勉强玩玩。拍照支持很强。三星也没公布...
g71mp2等于骁龙多少 猎户座7904采用了Mali-G71 MP2 GPU,大概相当于骁龙625的Adreno 506,比不上骁龙660的Adreno 512,王者荣耀可以玩,吃鸡只能低画质勉强玩玩。拍照支持很强。三星也没公布...