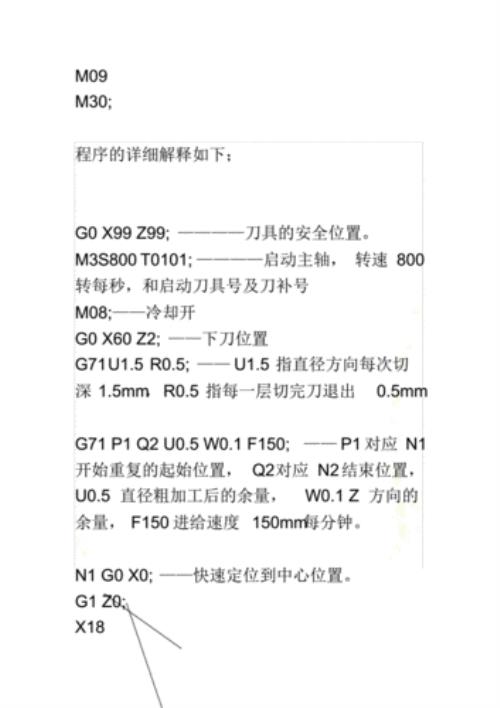
G71指轴向粗加工循环指令G71 U_ R_;(U填切入量,R退刀量)G71 P_ Q_ U_ W_ F_;(P路径开始段号 ,Q路径结束段号,U精加工经向余量,W轴向精加工余量)例:G71 U3 R0.3; G71 P1 Q2 U0.3 W0.1 F0.25;
广州数控980tdb g71代码如何用
原创 | 2022-09-20 22:42:30 |浏览:1.6万
猜你想问
-
 钟楚曦是广州花都区人吗 是广州市人,但不是花都区。钟楚曦(Elane Zhong),1993年3月18日出生于广东省广州市,中国内地影视女演员。2013年,钟楚曦因出演医疗剧《爱的妇产科》开始个人演艺生涯。20...
钟楚曦是广州花都区人吗 是广州市人,但不是花都区。钟楚曦(Elane Zhong),1993年3月18日出生于广东省广州市,中国内地影视女演员。2013年,钟楚曦因出演医疗剧《爱的妇产科》开始个人演艺生涯。20... -
 广州酒家秋之风腊肠几个系列 广州酒家秋之风腊肠有十几个品种,主要有腊肉、腊肠、金银润、鸭润肠、火腿等。 秋之风是广州酒家集团股份有限公司的品牌,如果你想要买广州酒家秋之风的腊味,可以...
广州酒家秋之风腊肠几个系列 广州酒家秋之风腊肠有十几个品种,主要有腊肉、腊肠、金银润、鸭润肠、火腿等。 秋之风是广州酒家集团股份有限公司的品牌,如果你想要买广州酒家秋之风的腊味,可以... -
 广州南到信阳东的G836途经站时刻列表有吗 G622/G623次广州南太原高速动车广州南08:05信阳东12:534小时48分钟1268公里 G74次深圳北郑州东高速动车广州南09:26信阳东14:345小时13分钟1268公里 G552次广州南信阳...
广州南到信阳东的G836途经站时刻列表有吗 G622/G623次广州南太原高速动车广州南08:05信阳东12:534小时48分钟1268公里 G74次深圳北郑州东高速动车广州南09:26信阳东14:345小时13分钟1268公里 G552次广州南信阳... -
 广州数控g90指令是啥意思 g90是绝对值方式编程指令。格式:G90说明:(1)G90编入程序时,以后所有编入的坐标值全部是以编程零点为基准的。(2)系统上电后,机床处在G状态。N0010 G90 G92 x20 z90。N...
广州数控g90指令是啥意思 g90是绝对值方式编程指令。格式:G90说明:(1)G90编入程序时,以后所有编入的坐标值全部是以编程零点为基准的。(2)系统上电后,机床处在G状态。N0010 G90 G92 x20 z90。N... -
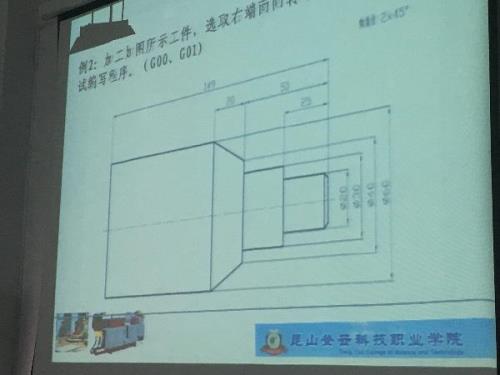
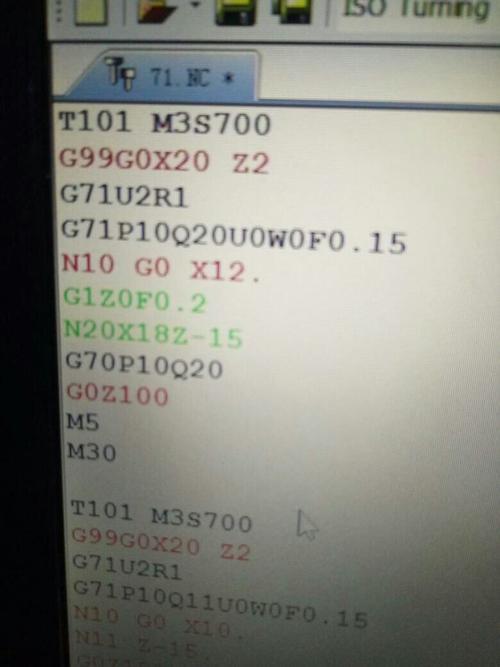 广州数控g71编程实例及解释 数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_ 参数说明 第一行 : U 表示背吃刀量(半径值) R 表示退刀量 第二行 : P表示精加工轨迹中第一个程序段号 Q表示精加工轨...
广州数控g71编程实例及解释 数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_ 参数说明 第一行 : U 表示背吃刀量(半径值) R 表示退刀量 第二行 : P表示精加工轨迹中第一个程序段号 Q表示精加工轨...