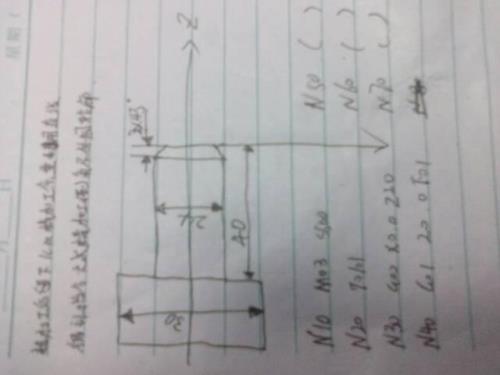
G71 X35.1 I5 K2 L6 F300这是广数928tea g71的编程方法x35.1 是第一刀起刀点的位置I5 是X轴直径的切削量K2 当然是退刀量L6是循环次数F你知道的照理说 g71上面一行还有的 是G71 U WU 是X轴精车余量W是Z轴的精车余量G710 P..Q..是精车程序这个和法兰克,三菱 包括凯恩帝的都不一样的
广数928:G71命令是怎么用的
原创 | 2022-09-20 22:42:31 |浏览:1.6万
猜你想问
-
 广数g71编程说明 数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_ 参数说明 第一行 : U 表示背吃刀量(半径值) R 表示退刀量 第二行 : P表示精加工轨迹中第一个程序段号 Q表示精加工轨...
广数g71编程说明 数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_ 参数说明 第一行 : U 表示背吃刀量(半径值) R 表示退刀量 第二行 : P表示精加工轨迹中第一个程序段号 Q表示精加工轨... -
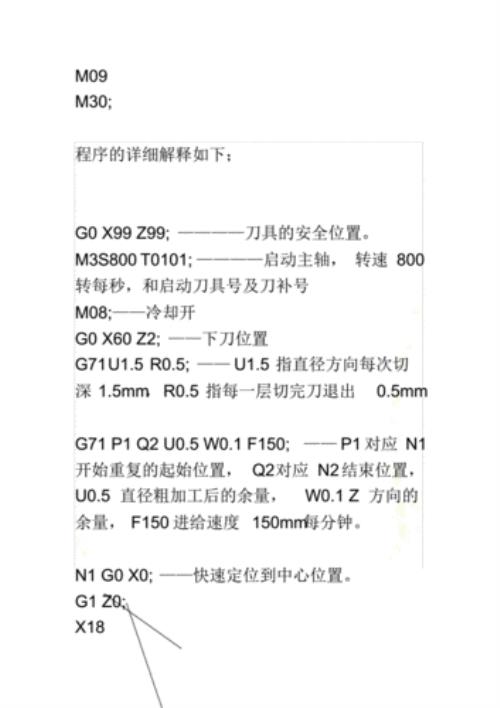
 g70加工中心编程实例及解释 G0 X99 Z99;————刀具的安全位置。M3 S800 T0101;————启动主轴,转速800转每秒,和启动刀具号及刀补号M08;——冷却开G0 X60 Z2;——下刀位置G71 U1.5 R0.5;——U1....
g70加工中心编程实例及解释 G0 X99 Z99;————刀具的安全位置。M3 S800 T0101;————启动主轴,转速800转每秒,和启动刀具号及刀补号M08;——冷却开G0 X60 Z2;——下刀位置G71 U1.5 R0.5;——U1.... -
 g71内孔二型编程格式 你说的内孔是什么样的形状啊??是不是很复杂呀? 我遇见过的没有那么复杂了,只是简单镗孔了!!~~再最多就是沟几个内槽了!~ 不会去用G71了,所以 , 内孔循环我都是用G90 如例:M0...
g71内孔二型编程格式 你说的内孔是什么样的形状啊??是不是很复杂呀? 我遇见过的没有那么复杂了,只是简单镗孔了!!~~再最多就是沟几个内槽了!~ 不会去用G71了,所以 , 内孔循环我都是用G90 如例:M0... -
 华兴数控G71指令怎么编 比如一个毛胚直径是40的长度40的 你想加工成直径30长度为30的 就这样编辑 T0101M8 M3 S1000 G99 G4 U1 (主轴运转一秒后开始走刀) G0 x42 z2 (G代码在编...
华兴数控G71指令怎么编 比如一个毛胚直径是40的长度40的 你想加工成直径30长度为30的 就这样编辑 T0101M8 M3 S1000 G99 G4 U1 (主轴运转一秒后开始走刀) G0 x42 z2 (G代码在编... -
 广州数控980tdb g71代码如何用 G71指轴向粗加工循环指令G71 U_ R_;(U填切入量,R退刀量)G71 P_ Q_ U_ W_ F_;(P路径开始段号 ,Q路径结束段号,U精加工经向余量,W轴向精加工余量)例:G71 U3 R0.3; G71 P1 Q2 U0...
广州数控980tdb g71代码如何用 G71指轴向粗加工循环指令G71 U_ R_;(U填切入量,R退刀量)G71 P_ Q_ U_ W_ F_;(P路径开始段号 ,Q路径结束段号,U精加工经向余量,W轴向精加工余量)例:G71 U3 R0.3; G71 P1 Q2 U0...