两工件相互垂直形成90度夹角,在该夹角处用焊接方法把两件焊成一体称角焊。电弧要压低些用斜圆圈式运条,从上向下要慢从下向上要快控制好速度别脱节未焊透。
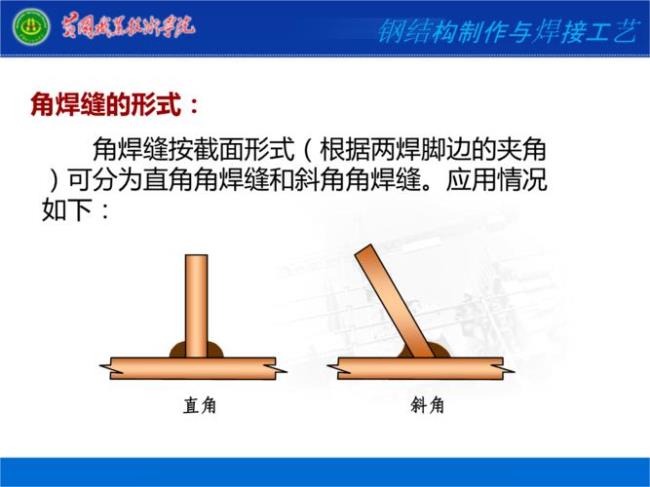
连接板件板边不必精加工,板件无缝隙,焊缝金属直接填充在两焊件形成的直角或斜角的区域内。
直角焊缝中直角边的尺寸称为焊脚尺寸,其中较小边的尺寸用hf表示。
为保证焊缝质量,宜选择合适的焊角尺寸。如果焊脚尺寸过小,则焊不牢,特别是焊件过厚,易产生裂纹如果焊脚尺寸过大,特别是焊件过薄时,易烧伤穿透,另外当贴边焊时,易产生咬边现象。
原创 | 2022-10-10 00:00:02 |浏览:1.6万
两工件相互垂直形成90度夹角,在该夹角处用焊接方法把两件焊成一体称角焊。电弧要压低些用斜圆圈式运条,从上向下要慢从下向上要快控制好速度别脱节未焊透。
连接板件板边不必精加工,板件无缝隙,焊缝金属直接填充在两焊件形成的直角或斜角的区域内。
直角焊缝中直角边的尺寸称为焊脚尺寸,其中较小边的尺寸用hf表示。
为保证焊缝质量,宜选择合适的焊角尺寸。如果焊脚尺寸过小,则焊不牢,特别是焊件过厚,易产生裂纹如果焊脚尺寸过大,特别是焊件过薄时,易烧伤穿透,另外当贴边焊时,易产生咬边现象。