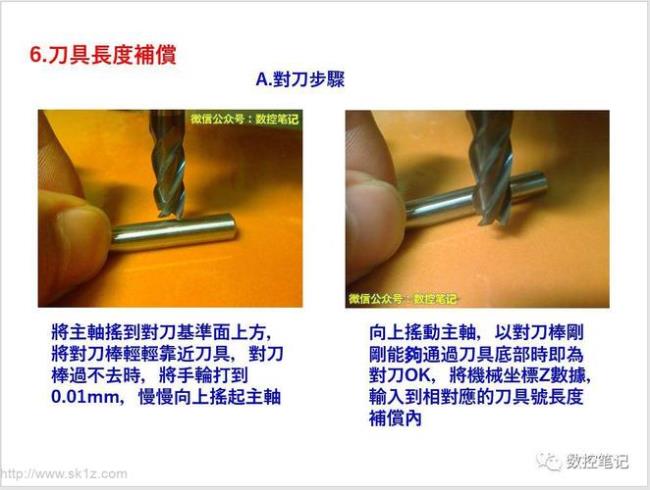
1、首先我们将刀具编号,依次进行对刀,比如T1刀,将机床调至手轮位置,手轮上打到Z轴,选择倍率。将刀具的顶尖移动到工件的上表面。根据需要我们可以采用试切的方式,精度要求高的可以用高度对刀仪等进行测量。如果要求不高我们可以用观察法,微调到我们所需的位置,当然注意不要撞刀。
2、位置确定以后我们来看显示面板上Z坐标的数值,注意我们要看的是机械坐标数值。然后找到刀补设置按钮(offset setting),找到界面上的补正键,在形状H里输入我们所记下的Z轴当前机械坐标值。用输入键按钮input输入。当刀具磨损后,我们可以在磨耗中输入相应数值。