用麻花钻锪锥形沉头孔,修磨刀具锥角(2Ø)可做样板或用角度尺丈量,两主切削刃长度、锥角要对称,刀具定心及走刀量0.05-0.15mm/r,靠主后面对称局部锥面控制。刀具前角为-10°,后角为2°。刀具几何外形修磨得正确,使用中刀具定心,切削平稳,加工表面粗糙度值Ra1.6左右。 刀具的主后面对称局部锥面有明显发亮的摩擦痕迹,就靠限制走刀量和保证刀具在孔内定心,在钻床上锪孔时要手动进刀。

怎样磨90度的沉孔钻头
原创 | 2022-10-13 04:15:07 |浏览:1.6万
猜你想问
-
 怎样做热烫发型 热烫的具体操作流程及注意事项,热烫也有数码热能烫或数码SPA烫的说法。热烫的具体操作流程依次分别为:烫前、软化、上杠,最后造型。具体的各个流程细节如下: 一、烫...
怎样做热烫发型 热烫的具体操作流程及注意事项,热烫也有数码热能烫或数码SPA烫的说法。热烫的具体操作流程依次分别为:烫前、软化、上杠,最后造型。具体的各个流程细节如下: 一、烫... -
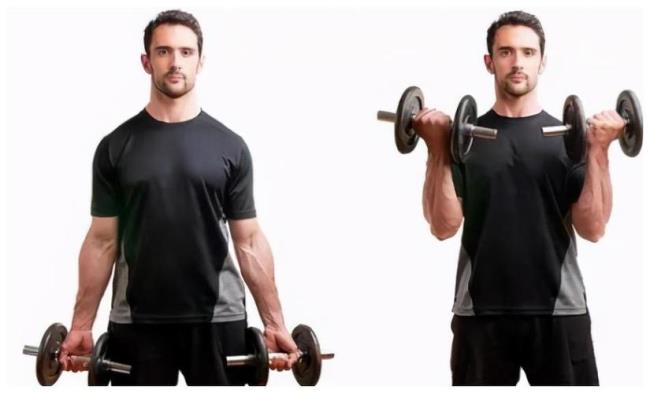 哑铃交替弯举怎样算一组 答:哑铃交替弯举10-12次算一组。哑铃弯举分为上斜哑铃弯举、坐姿哑铃弯举、锤式哑铃弯举等等,都是针对肱二头肌的发展,并打造肱二头肌的饱满度、清晰度。上斜哑铃弯...
哑铃交替弯举怎样算一组 答:哑铃交替弯举10-12次算一组。哑铃弯举分为上斜哑铃弯举、坐姿哑铃弯举、锤式哑铃弯举等等,都是针对肱二头肌的发展,并打造肱二头肌的饱满度、清晰度。上斜哑铃弯... -
 怎样装裱画框 1、把需要安装的外框长条和配件准备好。2、用胶水固定四个角,粘好按压五分钟,确保牢固。3、这样就拼装成了一个画框。4、把画从后面镶嵌入外框内。5、用安装固定片...
怎样装裱画框 1、把需要安装的外框长条和配件准备好。2、用胶水固定四个角,粘好按压五分钟,确保牢固。3、这样就拼装成了一个画框。4、把画从后面镶嵌入外框内。5、用安装固定片... -
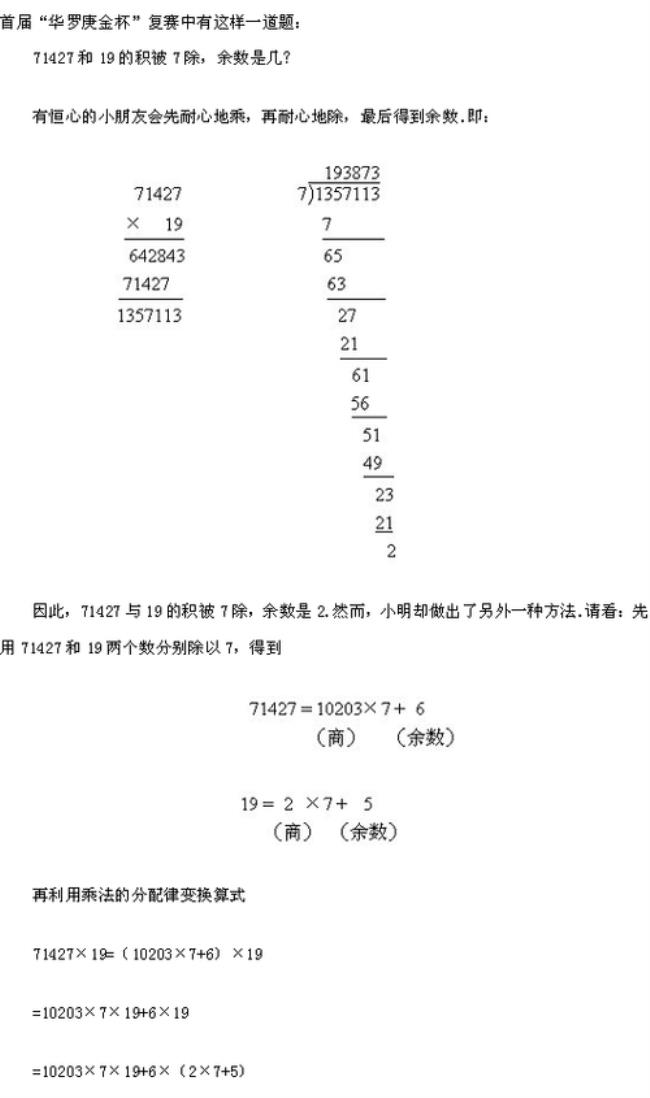 小数除小数余数怎样求 可以先把除数化为整数,再去除,不过还要把余数进一步处理:开始时把除数扩大了多少倍,就要把所得的余数再缩小相应的倍数后才是真正的余数。比如0.7/0.2先把除数和被除...
小数除小数余数怎样求 可以先把除数化为整数,再去除,不过还要把余数进一步处理:开始时把除数扩大了多少倍,就要把所得的余数再缩小相应的倍数后才是真正的余数。比如0.7/0.2先把除数和被除... -
 党关系不转到单位会怎样 不按期转移党员组织关系是组织观念淡薄的一种表现,是党的纪律所不允许的,对于那些没有正当理由,长期不转移组织关系,不按指定单位去报到的党员,应该给予严肃的批评和教...
党关系不转到单位会怎样 不按期转移党员组织关系是组织观念淡薄的一种表现,是党的纪律所不允许的,对于那些没有正当理由,长期不转移组织关系,不按指定单位去报到的党员,应该给予严肃的批评和教...