三菱g84:攻牙循环 (tappingdrillingcycle)
指令格式:
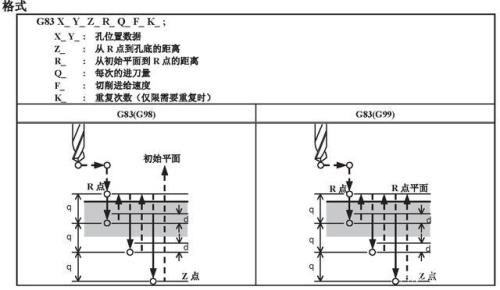
g84xyzrpfk;
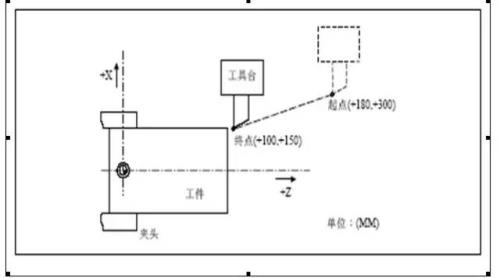
xory:洞孔的座标资料(可为绝对/相对座标)
z:由r点到洞底的距离(具方向性)
r:初始点到r点的距离(具方向性)
p:在洞底的暂停时间(秒)
f:进给速率
k:重复次数(重复移动和钻孔的动作,g91增量输入有效)
x,y,z,r绝对座标或增量座标由g90/g91来决定
动作说明:
加工开始刀具先以g00移动到所指定之(x,y)点
以g00下降至所设定之r点。
以g01攻牙下降至洞底z点
暂停p秒再反转钻头
以g01向上升到r点
暂停p秒再反转钻头
以g00向上升到初始点(g98)或程式r点(g99)
攻牙牙距/加工速度换算:
g94:加工速度(fmm/min)=主轴转速(sr.p.m)*牙距(pmm/rev)
g95:加工速度(f:mm/rev)=牙距(pmm/rev)
g84加工中,加工速度f主轴转速s不接受旋钮开关控制(固定100%)
注解:
在下达g84指令前,先以mcode让钻头开始逆时钟转动
若mcode和g84在同一个block中被指定则此一mcode只有在该block中的第一次定位动作时执行一次
而若是指定重复k次,此mcode也只有在第一个钻孔动作才会被执行,其它的钻孔动作则不执行。g84为模式g码,下第一次之後,一直有效,下一行程式祇下x,y座标,控制器会执行该x,y座标钻孔动作
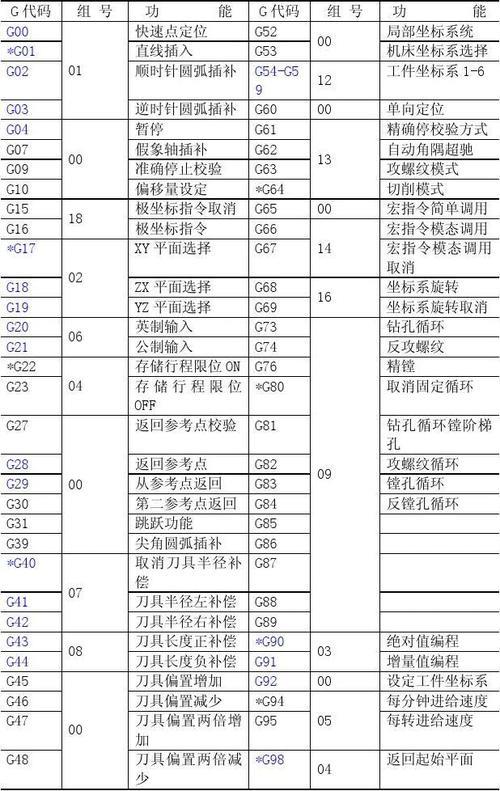
此模式gcode,以g80取消,或是程式遇到g00,g01,g02,g03或是其它循环gcode,此模式gcode会自动被取消
攻牙因主轴从正转到反转需要一点时间,所以请在gcode以p加暂停时间
限制:
1、在钻孔轴被改变之前,cannedcycle必须先被取消。
2、如果block中不包含任何一轴(x,y,z)的移动指令,则不执行钻孔动作。
3、r所指定的资料只有在执行钻孔动作的blocks中才会被设定,若是在非执行钻孔动作的block中则不会被设定。
4、群组01的g码和g84不能在同一个block中被指定,否则将g84cannedcycle取消。
5、在cannedcycle中,刀具半径补正模式(g41/g42/g40)将被忽略。
fanuc的也差不多,就是还有反向攻丝高速深孔攻丝循环