-
 数控车床r角起刀点怎么算
数控车床r角起刀点怎么算计算方法:车外圆的话 X方向在原坐标的基础上减去两倍的刀具半径 z向不变 这是起点终点则x不变 z减去一个刀尖半径圆弧 以R20为例 刀尖圆弧半径R0.4G0 X0 Z2G1 X-.8...
许大虎2023-02-02 评论 -
 数控车床车内孔波浪纹怎么解决
数控车床车内孔波浪纹怎么解决数控车床加工内孔会有很大的波浪纹,其主要原因如下:一、主轴轴承磨损比较严重二、刀杆过细过长致刚性差三、吃刀量大(也就是进给量太多了)四、转速过快,数控车床刚性不...
安妮2023-02-02 评论 -
 数控车床G10怎么用
数控车床G10怎么用在数控机床编程、操作中一般是使用G10与宏程序配合使用,通过在程序运行过程中使用G10指令不断改变刀具的长度补偿、半径编程来完成工件棱边倒斜边、倒R角和铣圆球...
恰恰2023-02-02 评论 -
 数控车床斜轨刀塔间隙
数控车床斜轨刀塔间隙多种原因1、设备的每个轴的轴承出现了间隙、一般情况下可以看看负载状况或有没有异音产生2、设备的每个轴的丝杠出现了间隙、拆下轴承后可以手动确认到、3、设备...
木子老师2023-02-02 评论 -
 数控车床跳闸解决方法
数控车床跳闸解决方法1.先查数控车床电源这块,外部进电是否符合机床要求,有没有超差,是否稳定2.数控车床电源开关有没有坏,这个更换一下就能知道3.车床是不是加装了一些外部设备,比如输送带...
木子老师2023-02-01 评论 -
-
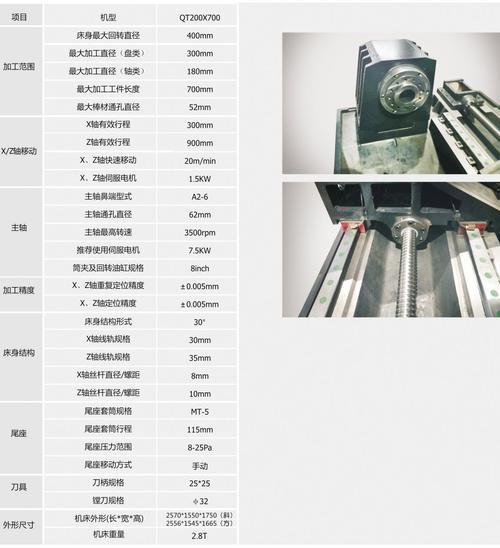
 tk36数控车床参数
tk36数控车床参数tk36数控车床的参数。加工尺寸范围0(mm)控制系统0工作形式车型号type主参数main parameterscjk6163hk63tk36床身上最大回转直径max.wing dia.over bedmm∮630∮360...
小老虎2023-02-01 评论 -
-
 数控车床刀号乱了怎么办
数控车床刀号乱了怎么办刀号乱了的处理方法首先我们开机会要做的就是把所有刀库里的和主轴里的刀都清空。02然后在控制面板里手动把刀库调到1号刀的位置上。03之后进入刀库登陆菜单里面...
小老虎2023-01-29 评论 -
 数控车床前刀架后刀架怎么区分
数控车床前刀架后刀架怎么区分1、刀具安装与主轴旋转方向前置刀架主轴正转时,安装刀具时刀片朝上。通常前置刀架使用反装的刀具很少。后置刀架主轴正转时,安装刀具时刀片朝下。主轴反转时,需要使...
安妮2023-01-29 评论 -
 数控车床上的W指令是什么意思
数控车床上的W指令是什么意思W是Z轴方向的增量编程,当程序中编写W-就是在Z轴当前数值上再往左进多少,用W代替Z编写程序时可以省去一些计算,例如一个工件中外圆上有很多个0.75间距的槽,用Z编的话就...
星小云2023-01-26 评论 -
 数控车床g84指令格式详解
数控车床g84指令格式详解G指令钻削(-Z方向) 孔底的动作 回退(+Z方向) 用途。G84切削进给 主轴:停转→反转 切削进给 正转攻右旋螺纹循环。指令格式: G90(G91) G98(G99) G84 X__Y__Z__R__F__。(P是暂停...
呆呆2023-01-26 评论 -
 数控车床c轴定位不准
数控车床c轴定位不准在数控车床操作过程中,由于操作人员的误操作和程序的编制问题,经常会出现某轴到达硬限位或某轴过软限位的报警信号,此时各轴处于停止状态,按方向键不起作用。1、硬限...
山子2023-01-26 评论 -
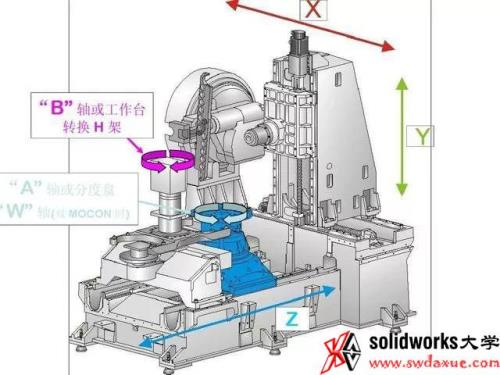
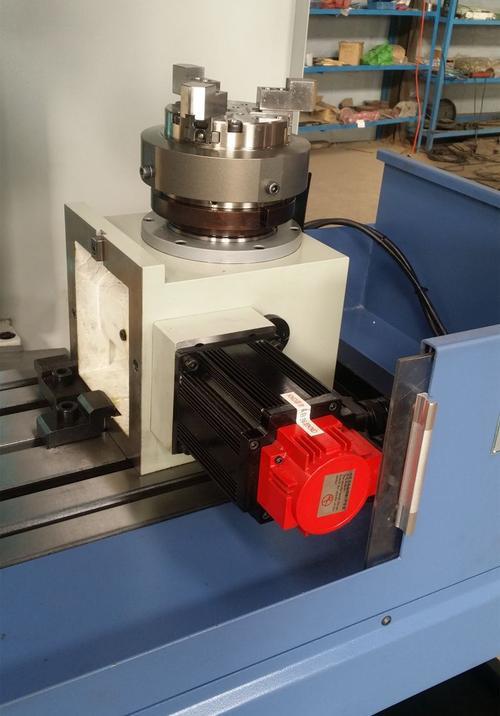
 数控车床都具有c轴控制功能
数控车床都具有c轴控制功能不是车削中心上的C轴功能,既可实现主轴周向的任意位置控制,又能实现X-C、Z-C轴的联动。车削中心是在普通数控车床的基础上,增加了C轴和动力头。由于增加了C轴和铣削...
星小云2023-01-26 评论 -
 数控车床刀架电机没劲
数控车床刀架电机没劲如果是伺服(步进)电机无力,需要检查驱动器参数是否调整到正常值范围,或者更换更大扭矩的电机解决问题。  如果是主轴无力,需要检查主轴是否过紧,轴承有无抱死,还需要...
loveme2023-01-25 评论 -
 数控车床电磁阀坏了怎么修
数控车床电磁阀坏了怎么修数控车床液压电磁阀故障的维修方法:1、液压电磁阀接线头松动或线头脱落,液压电磁阀不得电,可紧固线头2、液压电磁阀线圈烧坏,可拆下液压电磁阀的接线,用万用表测量,如果...
饼干2023-01-25 评论 -
 数控车床g22是什么意思
数控车床g22是什么意思G22是循环指令,必须与G80套用!!! G22是循环开始,G80是结束. 如:G22 L*(*次数) --- --- ---(要循环的程序段) G80 M02数控指令主要是G,M,S,T代码。 G代码是数控程序中的...
loveme2023-01-25 评论 -
 数控车床车内圆打刀,什么原因
数控车床车内圆打刀,什么原因有很多种可能性,需要观察和分析。1、内孔刀刚性不足,引起振动,在振动中打刀。2、内孔余量不均匀,在内孔余量过大的位置打刀。3、排屑不顺畅,铁屑堵死打刀。4、刀具角度...
安妮2023-01-25 评论 -
 数控车床上M16是什么意思
数控车床上M16是什么意思数控m16是数控辅助指令。计算机数控一般也称为数控,要了解计算机数控应该从理解数控开始。数控是数字控制的简称,数控技术是利用数字化信息对机械运动及加工过程进...
小老虎2023-01-25 评论 -
 数控车床冬天怎么防冻
数控车床冬天怎么防冻数控车床在冬季北方地区是容易被动的,一般房间内的温度必须有空调或者是暖气才可以,她的温度一般保持在食物度以上,第二天才可以正常的运转,如果没有则可以采用人工取...
呆呆2023-01-24 评论 -
 数控车床高低电平参数设置
数控车床高低电平参数设置数控车床高低电平参数的设置。按 PAGE<↓>键,显示向下变化。 按PAGE<↑>键,显示是向回翻。 方法2:按<N>键,参数号用 DATA 键输进,然后按<INPUT>键,相...
安妮2023-01-24 评论 -
 数控车床三爪修正怎么把z设0
数控车床三爪修正怎么把z设01、首先设当前机床坐标为工件原点位置:按软键“测量工件”显示屏幕转换到“加工”操作区,出现对话框用于测量零点偏置。2、然后选择轴向,移动光标到“存储在”按选择...
纯木星星2023-01-24 评论 -
 数控车床车螺纹怎么车的
数控车床车螺纹怎么车的1:直接用U钻。2:用螺纹刀或者相似的刀形,直接端面杀进去(斜着),注意每次杀进去厚度不要太深。2mm左右,具体看机床力道大不大。最后内孔刀修平...
吱吱2023-01-24 评论 -
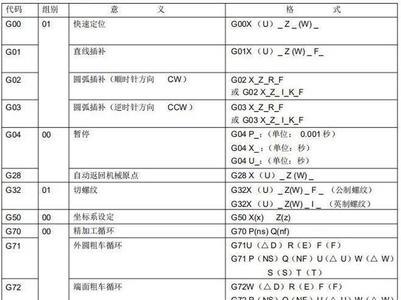
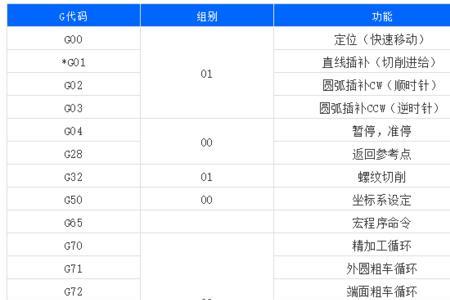 数控车床G50代表什么
数控车床G50代表什么G50是数控加工技术指令中的主轴速度控制指令(最高转速限制)。除此之外还有是车床设定坐标时最常用的指令。数控车床坐标建立:G50 x_ z_其中,X、Z的值是起刀点相对于加...
纯木星星2023-01-24 评论 -

-
 数控车床m12什么意思
数控车床m12什么意思m12代码是指在数控机床上M12尾座心轴伸出的意思。 数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床...
早点2023-01-24 评论 -
 数控车床怎么车端面保持光洁度
数控车床怎么车端面保持光洁度方法:1.如果大型数控车床摆放的位置不平会产生震动,会影响工件加工的光洁度,因此要确保大型数控车床加工的稳定性,才能更好的提高大型数控车床加工的光洁度。2.尽量避...
许大虎2023-01-24 评论 -
 数控车床g291是什么意思
数控车床g291是什么意思“G291”是用来代替代“西门子方式”即“G290”的。使西门子机床也能用“FANUC”的“G83、G73”等循环指令,但是这种方法要在西门子机床上拷贝一个必备的文件才可...
饼干2023-01-24 评论 -

-
 数控车床间隙补偿是什么
数控车床间隙补偿是什么我们机床运动都是有间隙的,没有间隙是不能运动的,包括推动我们刀架运动的丝杆。时间长了会磨损,就会出现间隙过大,影响加工数据。所以在机床制造的时候人家就想到这一...
小老虎2023-01-24 评论 -
-
 数控车床内孔圆弧怎么编程
数控车床内孔圆弧怎么编程1、圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03。圆弧插补的顺逆方向判断:沿圆弧所在平面(如XZ平面)的垂直坐标轴的负方向(-Y)看去,顺时针方向...
小猪2023-01-24 评论 -

-
 数控车床928TEa坐标系如何偏移啊
数控车床928TEa坐标系如何偏移啊利用系统提供的6个工件坐标系G54~G59。例如,一次装夹加工六个工件,第一个工件在G54里面对刀,第二个工件与第一个工件在X或Z方向偏移了多少,那你就在G55里面把偏移或平...
纯木星星2023-01-24 评论 -
 数控车床快速倍率一般开到多少
数控车床快速倍率一般开到多少数控车床的快速倍率一般开到500转。快速倍率不会影响尺寸,但是在编完程序以后,对好刀之后加工第一个零件的时候要把快速倍率调到最低,就像华兴,南数得类似的系统可以...
木子老师2023-01-24 评论 -
 数控车床刹不住车了怎么办
数控车床刹不住车了怎么办如果停车刹车刹不住或是车床摩擦片卡死,打开床头盖看离合器上边有个黑色用扳手,调紧再试试,如果冒烟一般都是离合器过于松动要么是润滑油过少,离合器有正反两侧,两侧都...
飞雪2023-01-24 评论 -
 数控车床980tb3怎么让主轴转
数控车床980tb3怎么让主轴转数控车床980应该是广数系统,所以我们只要在MID格式的面板中输入m3 S300这样就可以让主轴每分钟转300转,并且是顺时针的旋转,如果输入m4s600的话,就可以让主轴每分钟转...
null2023-01-24 评论 -
 数控车床气动夹头怎么维修
数控车床气动夹头怎么维修维修方法:如果是液压夹头,需要检查拉杆是否正常动作。如果是气动夹头,检查气压是否正常,气路是否畅通,夹具有没有卡死。还有就是从机械、电气和液压3个方面去排查,首先...
小猪2023-01-24 评论 -
 数控车床夹头报警怎么解决
数控车床夹头报警怎么解决出现该故障时,首先检查数控车床夹紧开关位置是否固定不当,并调整至正常位置其次,用万用表检查其相应线路继电器是否能正常工作,触点接触是否可靠。若仍不能排除,则应考...
小猪2023-01-24 评论 -

热门标签
精选推荐
-

直播送福利|联想好物推荐官李雪琴直播开店惊喜福利送!送!送!
2023-08-23 -

张雪峰教大学生如何省钱 京东靠谱低价大牌笔记本电脑直降优惠
2023-08-23 -

联想百应与美团战略合作升级 千家服务中心在美团外卖开业
2023-08-23 -

以“新”促“高”,以“数”强“实”,戴尔科技双驱升级致胜未来
2023-08-23 -

大模型打开新可能:智己用D.L.P.人工智能模型突破智驾决策难题
2023-08-23 -

沃尔沃汽车中国人事巨震背后的三层深意
2023-08-23 -

联想集团升级AI服务器“家族实力”:重磅发布两个“问天”新成员
2023-08-23 -

联想正式升级官方旗舰店:会员数近2亿,打造客户直达3.0融合服务
2023-08-23