制作工艺说明
产品从设计、原料采购、制造、装机、调试等各阶段,都严格按照依据GB19001(ISO9000-2000版)所编写的《质量管理手册》,严格实施质量控制。
1、设计输入到设计输出(全部图释和全套产品明细表),按程序和职责,审核、签字。
2、设计修改,填写更改通知单,注明修改原因,经审批并在图样或文件上标记后,方能下达实施。
3、采购,原材料由国内或国外合法厂商供应,进厂须检验部门检验同意后,才能进库,并分类存放、登记入账、挂卡,账、物、卡一致。
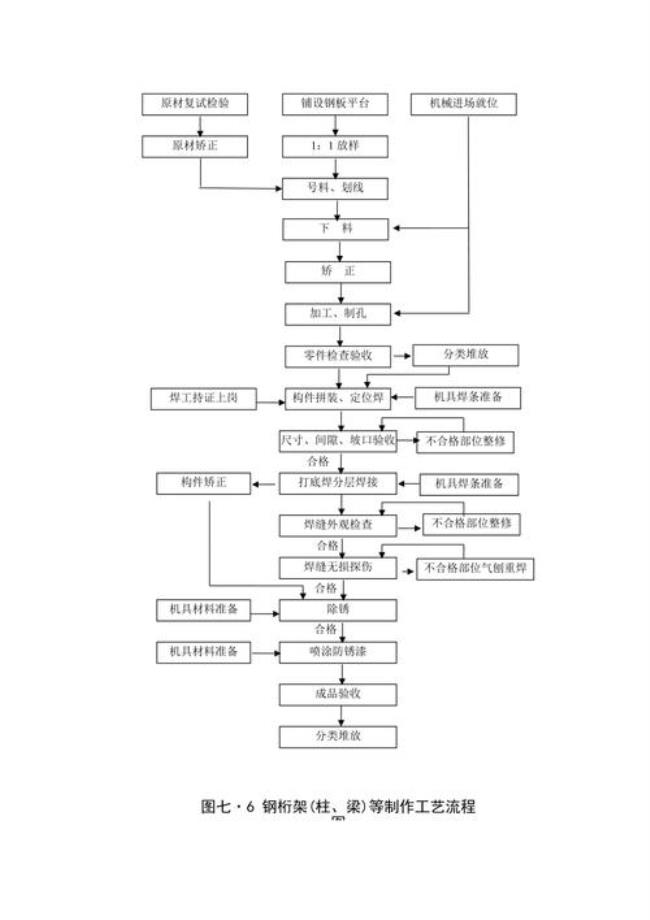
4、焊接件,按图样施工,按图样技术要求和焊接质量进行无损探伤检验。
5、锻件,上海凯泉提供原材料,由协作厂商负责加工并检验交付。
6、冷加工,按产品类别和大、中、小件分车间,按工艺操作,按图样加工,按标准验收。各车间配置了与任务相适应的数控机床,专用机床,通用机床和齐全、完善的工、卡、量具。实施自检、互检、专检和首尾件检验控制。
例如:叶轮铸件 车削 拉键槽 静、动平衡 检验 涂油、涂漆 入库例如:导流体 铸件 车削 钻孔 检验 涂油、涂漆 转入装配车间
7、装配,对承压零部件,包括潜水电泵的机壳、上盖、下盖、油室等按设计扬程的1.5倍公称压力历时5分针,进行打压试验,确保无变形、无冒汗现象出现。轴类零件,检查直线度和尺寸精度。
全部合格零件,按装配工艺卡进行组装。