一,45号钢(最好加工的一种钢之一)
二,机夹刀(精车刀)
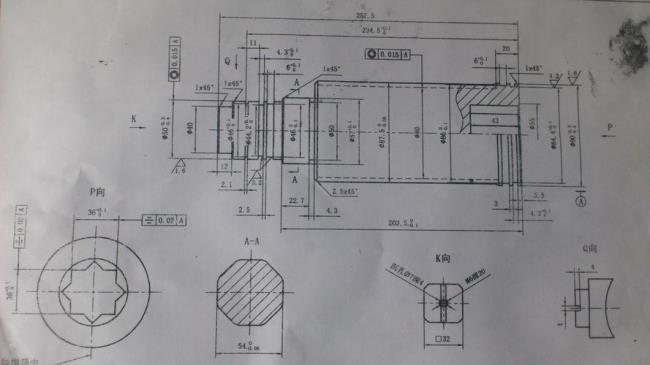
三,加工余量外径保证0.4mm端面保证0.2mm(余量重要)
四,平时的冷却液切削粉都可以(冷却油)
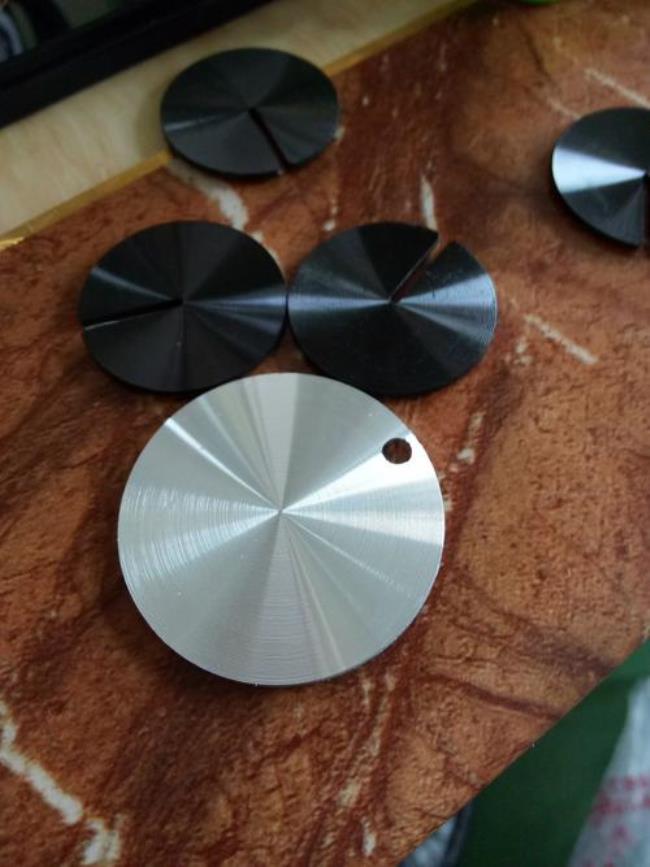
五,进给速度越慢和转速越高成反比CD纹光滑,细腻。(所谓精车) 用钻石刀粒,刀尖0.2。不同的机床转速和进给都不一样吧,这个要多实验才行。

原创 | 2022-10-13 02:49:14 |浏览:1.6万
一,45号钢(最好加工的一种钢之一)
二,机夹刀(精车刀)
三,加工余量外径保证0.4mm端面保证0.2mm(余量重要)
四,平时的冷却液切削粉都可以(冷却油)
五,进给速度越慢和转速越高成反比CD纹光滑,细腻。(所谓精车) 用钻石刀粒,刀尖0.2。不同的机床转速和进给都不一样吧,这个要多实验才行。