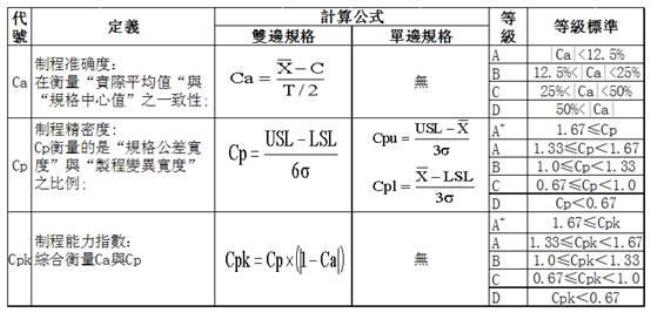
只有先得出CA,CP才可以算出CPK,计算公式:Cpk = Cp * ( 1 - |Ca|)。
依据公式:Ca=(X-U)/(T/2) , 计算出制程准确度:Ca值依据公式:Cp =T/6 , 计算出制程精密度:Cp值依据公式:Cpk=Cp(1-|Ca|) , 计算出制程能力指数:Cpk值CP和CPK的区别:
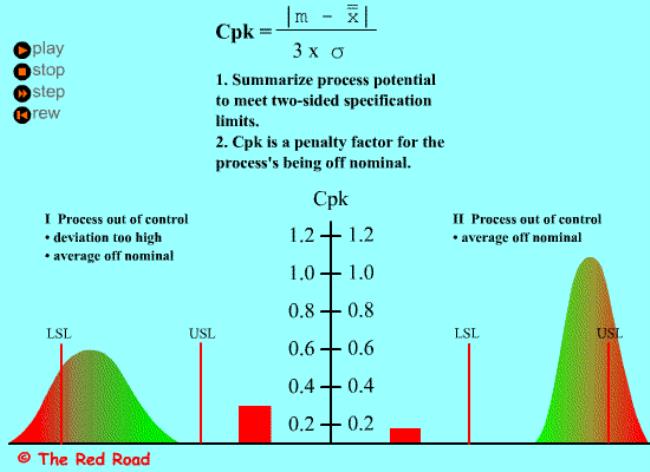
CP: 不考虑偏移(均值是规格中心值)时的短期过程能力指数, Cp反映的是能够达到的过程能力的最高水平, 除非进行剔除普通原因的系统措施. CPK: 考虑偏移(均值不是规格中心值)时的短期过程能力指数, Cpk反映实际的过程能力, 提高的途径是减少偏移, 往往是采取一些剔除特殊原因的局部措施即可提高Cpk值.扩展资料:我们常常提到的过程能力指数Cp、Cpk是指过程的短期能力。Cp是指过程满足技术要求的能力,常用客户满意的偏差范围除以六倍的西格玛的结果来表示。
T=允许最大值(Tu)-允许最小值(Tl)Cp=T/(6*σ)所以σ越小,其Cp值越大,则过程技术能力越好。Cpk是指过程平均值与产品标准规格发生偏移(ε)的大小,常用客户满意的上限偏差值减去平均值和平均值减去下限偏差值中数值小的一个,再除以三倍的西格玛的结果来表示。
Cpk=MIN(Tu-μ,μ-Tl)/(3*σ)或者Cpk=(1-k)*Cp,其中k=ε/(T/2)
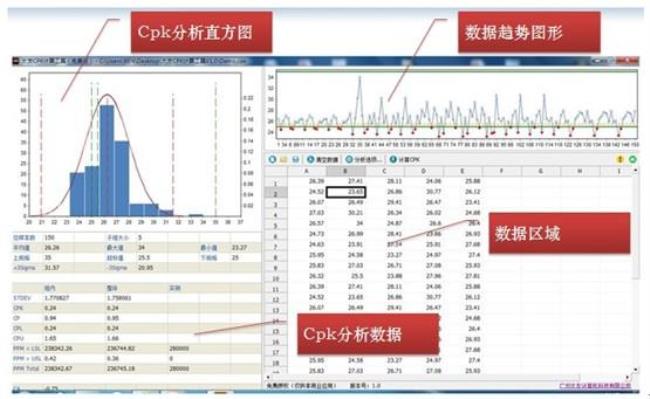
通常状况下,质量特性值分布的总体标准差(σ)是未知的,所以应采用样本标准差(s)来代替。1. 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
2、 计算取样数据至少应有20~25组数据,方具有一定代表性。3. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
4、 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限规格中心值=(规格上限+规格下限)/2