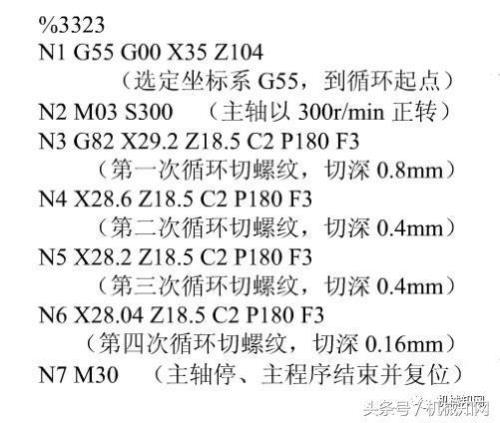
给你举个例子 一个加工好的圆杆直径28的棒料,在上面车削28×1.5细牙普通螺纹,程序如下: N1 T0101 G99 N2 M3 S500 G97 N3 G0 X30 Z2 N4 G76 P010260 Q20 R0.005 N5 G76 X26.3 Z-47 P750 Q50 F1.5 N6 G0 X30 N7 Z100 N8 M30 程序注释 N1 选第一把刀,采用每转进给 N2 主轴恒转速,每分钟500转 N3 定位,螺纹引入距离2毫米(此处注 意例题中X轴定位Z轴螺纹引入距离) N4 01螺纹精整次数一次,02退刀2个单 位,60螺纹角度(一般情况下和螺 纹刀具角度吻合),Q20螺纹粗车小 进刀2丝, R0.005螺纹精车余量 N5 X26.3 Z-47 螺纹最后一刀的终点坐 标,P750 单边螺纹牙型高度75丝, Q50,螺纹粗车第一刀车削5丝, F1.5 螺距 N7 螺纹车削完成,回到X轴起点 N8 退出Z轴,方便拆卸工件 N9 程序返回起始行,准备下一次加工
数控G76怎么使用,详细点
原创 | 2022-09-22 11:06:47 |浏览:1.6万
猜你想问
-
 数控g5.9是什么指令 是工作件坐标系选择指令,在有参数的数控机床上试用指令会使其简单化。95指令是每转进给,它与G94每分钟进给相对应,数控车常用的是G95每转进给,加工中心常用的是G94每...
数控g5.9是什么指令 是工作件坐标系选择指令,在有参数的数控机床上试用指令会使其简单化。95指令是每转进给,它与G94每分钟进给相对应,数控车常用的是G95每转进给,加工中心常用的是G94每... -
 数控机床取消G95指令 G95指令是每转进给,它与G94每分钟进给相对应,数控车常用的是G95每转进给,加工中心常用的是G94每分钟进给。G95、G94不需要编在程序里,它是在机床设定画面里设定,应该有...
数控机床取消G95指令 G95指令是每转进给,它与G94每分钟进给相对应,数控车常用的是G95每转进给,加工中心常用的是G94每分钟进给。G95、G94不需要编在程序里,它是在机床设定画面里设定,应该有... -
 数控车床g94是什么意思 数控编程中 G94—单一固定形状循环加工端面及斜面端面切削循环指令G94指令格式:G94 X(U)_Z(W)_ F_;说明:其中X、 Z—绝对值编程时,为切削终点在工件坐标系下的坐标;增量编程时...
数控车床g94是什么意思 数控编程中 G94—单一固定形状循环加工端面及斜面端面切削循环指令G94指令格式:G94 X(U)_Z(W)_ F_;说明:其中X、 Z—绝对值编程时,为切削终点在工件坐标系下的坐标;增量编程时... -
 g97数控编程代表什么指令 在数控编程中,G97是恒角速度控制,几乎所有数控机床开机都处于G97的状态。在G97的状态,S指令的单位是:转/分钟。只要没出现新的S指令,数控机床主轴的转速一直保持前一个...
g97数控编程代表什么指令 在数控编程中,G97是恒角速度控制,几乎所有数控机床开机都处于G97的状态。在G97的状态,S指令的单位是:转/分钟。只要没出现新的S指令,数控机床主轴的转速一直保持前一个... -
 三菱数控铣编程g52怎么用 首先去买一把螺纹内车刀杆和刀片,和车床一样的就行,刀杆只要是圆柄的就可以了。其次,编程。只要床子支持XYZ三轴联动就可以了。其实最单的螺纹编程就是走一个内孔,同...
三菱数控铣编程g52怎么用 首先去买一把螺纹内车刀杆和刀片,和车床一样的就行,刀杆只要是圆柄的就可以了。其次,编程。只要床子支持XYZ三轴联动就可以了。其实最单的螺纹编程就是走一个内孔,同...