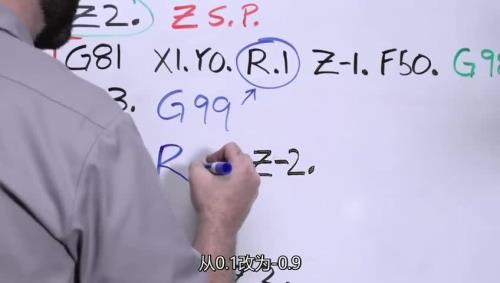
一般的代码格式是G98(或G99)G84X_Y_Z_R_F_使用Q时,直接加Q*即可,例如Q4.0,G98(或G99)G84X_Y_Z_R_Q4.0F_,攻丝动作时,攻深4.0,反转排屑,再攻深4.0,再反转排屑,如此反复。。。直到攻丝到设定深度。整体过程与钳工手动攻丝相似。反转回退距离是4.0加d,d由数控系统设定。
g98g84攻丝参数设置
原创 | 2022-09-20 23:06:30 |浏览:1.6万
猜你想问
-
 加工中心g98g99弄不出来 绝对是可以的。g98g99通常是在固定循环时使用,也就是钻孔,镗孔,攻丝等循环指令 g98是抬到安全高度(也就是你给指令时的z值)然后移动到下个孔位置 g99是退到循环指令里r...
加工中心g98g99弄不出来 绝对是可以的。g98g99通常是在固定循环时使用,也就是钻孔,镗孔,攻丝等循环指令 g98是抬到安全高度(也就是你给指令时的z值)然后移动到下个孔位置 g99是退到循环指令里r... -
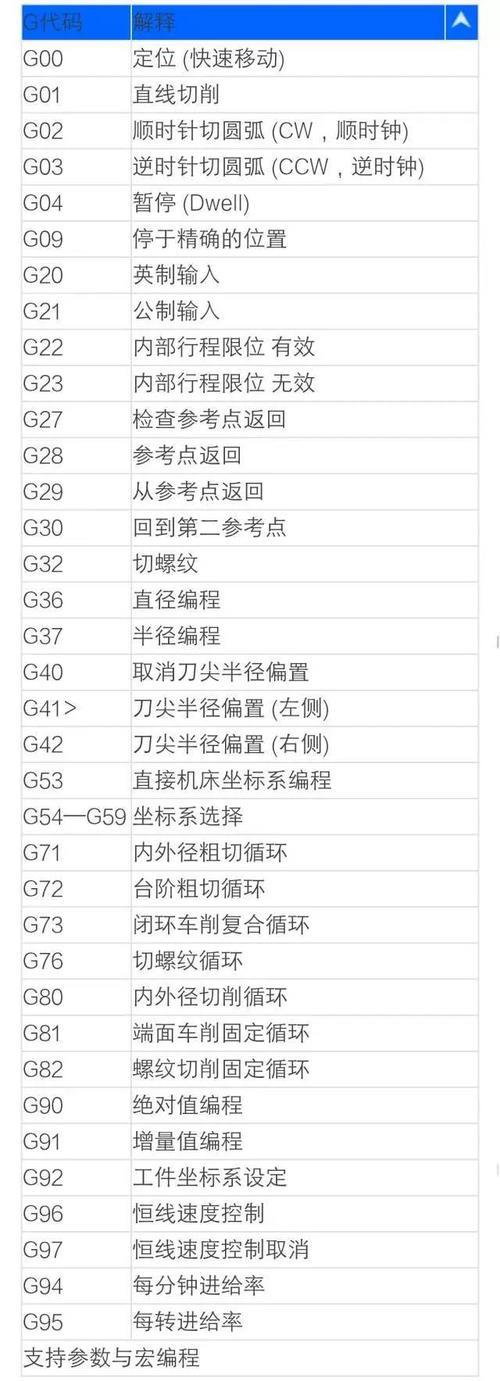
 g99的f0.1相当于g98的f多少 G98 F=G99 FX主轴转速G99 F=0.2毫米/转 假主轴转速900转/钟 G98 F: 0.2mm/rX900r/min=180mm/min数控车指令代码:1、G00 快速定位指令2、G01直线插补指令3、G02顺时...
g99的f0.1相当于g98的f多少 G98 F=G99 FX主轴转速G99 F=0.2毫米/转 假主轴转速900转/钟 G98 F: 0.2mm/rX900r/min=180mm/min数控车指令代码:1、G00 快速定位指令2、G01直线插补指令3、G02顺时... -
 金立g99和金立g13pro 金立g99更好。金立g99是用的是联发科p10处理器。金立g99搭载了联发科p10处理器,采用了6.157寸LCD显示屏。配备了前置500w后置1300w像素的摄像头,是4G全网通手机,内置...
金立g99和金立g13pro 金立g99更好。金立g99是用的是联发科p10处理器。金立g99搭载了联发科p10处理器,采用了6.157寸LCD显示屏。配备了前置500w后置1300w像素的摄像头,是4G全网通手机,内置... -
 g99高铁是最快的吗 g99次列车从目前看。的确是跑的最快的高铁列车之一。G99次是一列由上海虹桥开往香港西九龙的高速动车组列车,全程运行时间8小时19分,全程运行距离1931公里,发车时间...
g99高铁是最快的吗 g99次列车从目前看。的确是跑的最快的高铁列车之一。G99次是一列由上海虹桥开往香港西九龙的高速动车组列车,全程运行时间8小时19分,全程运行距离1931公里,发车时间... -
 g9969高铁途经哪些站 大连北(始发站)锦州北,承德南,北京(终点站)g996次。首先纠正提问者一下,以g99开头的车次最多只排到了g9929且已经停运了,目前最高四位数编号车次已经全部停运了,只剩三位数...
g9969高铁途经哪些站 大连北(始发站)锦州北,承德南,北京(终点站)g996次。首先纠正提问者一下,以g99开头的车次最多只排到了g9929且已经停运了,目前最高四位数编号车次已经全部停运了,只剩三位数...