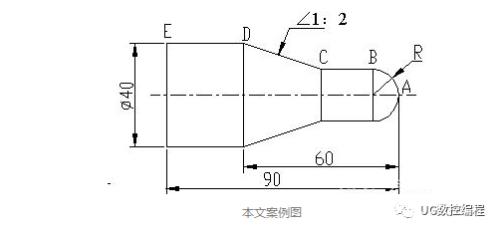
我用的沈阳机床厂的床子,出现的问题和你一样,如果你解决了麻烦告诉我一声。在网上查的好像是不能用,但说明书里没写。后来我想了想,其实可以用宏程序代替G71.具体的思路就是x向设初始位置为变量,每次减背吃刀量X2+0.5加工余量,g01走直线,位置到变量对应位置。
宏程序怎样与G71连用
原创 | 2022-09-20 22:42:24 |浏览:1.6万
猜你想问
-
 g90用宏程序怎么编 下面是单向走刀进给的走刀轨迹参考程序:G90G54G40G01Z100F1000M03S2000#3=20 刀具直径#2=0 总切削宽度初始值#7=120 长#8=100 宽N10#2=#2+0.6*#3G0X[-[0.5*#3]-5]Y...
g90用宏程序怎么编 下面是单向走刀进给的走刀轨迹参考程序:G90G54G40G01Z100F1000M03S2000#3=20 刀具直径#2=0 总切削宽度初始值#7=120 长#8=100 宽N10#2=#2+0.6*#3G0X[-[0.5*#3]-5]Y... -
 数车中关于G71和G73的使用 G71比G73快~但G71不能加工中间有凹槽的零件~好比加工一个圆球型零件。用G71的话。前半个圆球和后半个圆球要分开来加工~就是说要用两条G71代码。用G73的话一条代...
数车中关于G71和G73的使用 G71比G73快~但G71不能加工中间有凹槽的零件~好比加工一个圆球型零件。用G71的话。前半个圆球和后半个圆球要分开来加工~就是说要用两条G71代码。用G73的话一条代... -
 加工中心中钻孔指令G71G81G82G83G85各有什么不同和区别 G81是一般孔的钻孔加工固定循环G81 X_ Y_ Z_ R_ F_;G82是沉孔的钻孔加工固定循环,在孔底有暂停,可以得到准确的孔深尺寸,表面更光滑 G81 X_ Y_ Z_ R_ P_ F_;G83是深孔...
加工中心中钻孔指令G71G81G82G83G85各有什么不同和区别 G81是一般孔的钻孔加工固定循环G81 X_ Y_ Z_ R_ F_;G82是沉孔的钻孔加工固定循环,在孔底有暂停,可以得到准确的孔深尺寸,表面更光滑 G81 X_ Y_ Z_ R_ P_ F_;G83是深孔... -
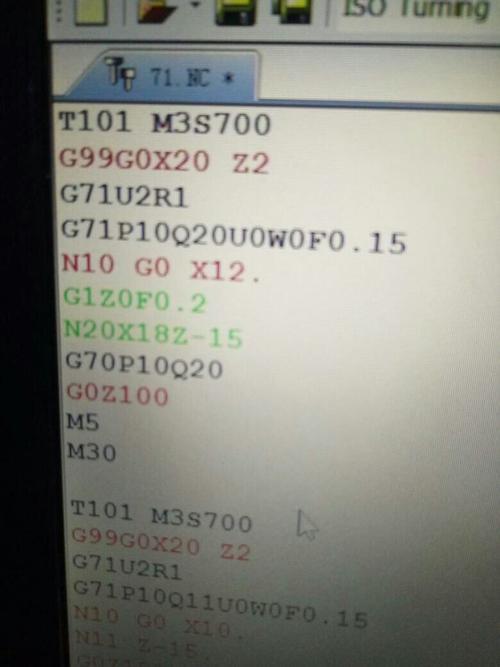 广州数控g71编程实例及解释 数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_ 参数说明 第一行 : U 表示背吃刀量(半径值) R 表示退刀量 第二行 : P表示精加工轨迹中第一个程序段号 Q表示精加工轨...
广州数控g71编程实例及解释 数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_ 参数说明 第一行 : U 表示背吃刀量(半径值) R 表示退刀量 第二行 : P表示精加工轨迹中第一个程序段号 Q表示精加工轨... -
 数控车床980t系统g71指令中的pq分别代表什么意思起什么作用 表示尺寸(坐标值)的字段:一般用在G代码字段的后面,为表示运动的G代码提供坐标数据,由一个字母与坐标值(整数或小数)组成。G74 R(e); G74 X(U) Z(W) P(△i)Q(△k) R(△d) F(f);每...
数控车床980t系统g71指令中的pq分别代表什么意思起什么作用 表示尺寸(坐标值)的字段:一般用在G代码字段的后面,为表示运动的G代码提供坐标数据,由一个字母与坐标值(整数或小数)组成。G74 R(e); G74 X(U) Z(W) P(△i)Q(△k) R(△d) F(f);每...